
 La impresión de una pieza se hace añadiendo finas capas horizontales de plástico caliente desde la base de la impresora, donde la pieza debe quedar bien fija, hasta la altura total de la misma.
La impresión de una pieza se hace añadiendo finas capas horizontales de plástico caliente desde la base de la impresora, donde la pieza debe quedar bien fija, hasta la altura total de la misma.
La base debe ser lisa, perfectamente horizontal y tener muy buena adherencia con los plásticos a utilizar. También es casi obligatorio que podamos controlar la temperatura de la misma para mejorar la adherencia y disminuir el gradiente de temperaturas con la pieza en curso de impresión.
Por otro lado necesitamos un alimentador muy preciso de plástico caliente, el «extrusor». Aunque hay muchos extrusores diferentes el que yo he montado es un extrusor tipo «bowden», esto quiere decir que partimos el extrusor en dos, una parte fijada a la placa superior que utiliza un motor paso a paso para ir empujando el filamento de plástico al ritmo deseado, y una parte móvil en la plataforma de la impresora, unida a la fija por un tubo flexible, que calienta el plástico y lo hace pasar a través de una boquilla muy fina reduciendo su diámetro.
EL EXTRUSOR
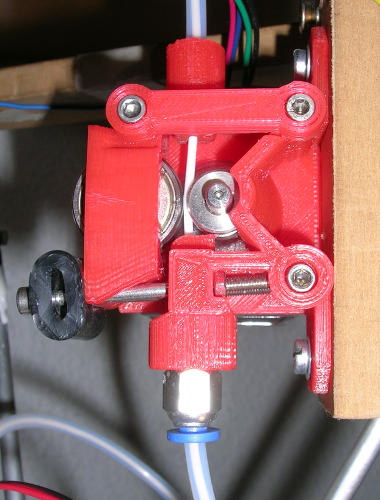
Después de probar un montón de opciones diferentes para la parte fija utilizo el extrusor de Airtripper, el motor paso a paso es un NEMA17 igual que el de los ejes, que ataca directamente a una polea dentada MK7. El filamento es apretado con un rodamiento contra la polea y al girar el motor va entrando en el tubo «bowden» al ritmo que señale la electrónica. Aunque no tiene tanta fuerza como un extrusor con reductora, el funcionamiento es muy simple y muy rápido y el filamento es muy fácil de meter y sacar cuando cambias de rollo.
He colocado el rollo de filamento en la placa superior de la impresora y la parte fija del extrusor sujeta don una escuadra de madera en vertical y mirando hacía el interior para minimizar la longitud del tubo bowden que va a la parte móvil.

En la parte móvil, utilizo un «hotend» completamente metálico de E3D, cuyo radiador está refrigerado con un ventilador de 30mm alimentado permanentemente a 12V, además hay un segundo ventilador controlado con un PWM que sopla contra la parte de la pieza recién impresa para mejorar la impresión de puentes o partes difíciles. El hotend tiene un cartucho calefactor de 40W y un termopar para medir la temperatura con precisión y la boquilla («nozzle») es de 0.4mm.
Para regular el segundo ventilador con una placa Sanguinololu necesitamos una placa externa con un MOSFET como la sevenswitch o algo parecido.
Para conectar el termopar se necesita una placa de adaptación externa como explicaba en el capítulo relativo a la electrónica.
El hotend se puede sujetar a la plataforma con un soportes para J-Head de thingiverse.
También se puede comprar o construir un «hotend» diferente (y hay muchos para elegir) pero es importante considerar algunas cosas antes:
- El PLA se reblandece a muy baja temperatura, por lo que si en el hotend no hay un gradiente muy alto, empujamos sobre una masa de «chicle» que ocupa una parte muy grande del interior del extrusor. Cuando paremos de empujar plástico la presión de esa masa hace que siga saliendo plástico un rato, y cuando volvemos a empujar tardamos un rato en dar presión suficiente a la masa para que vuelva a salir, produciendo hilos y discontinuidades en la impresión. Una cosa más, cuando aumenta la presión, la masa de PLA derretido saldrá por el sitio más fácil, que no es siempre la boquilla, en mi caso con un extrusor con la barrera de teflón se llegaba a salir por unión roscada de la barrera.
- El ABS o el Nylon se extruyen a temperaturas más altas que el PLA, si no refrigeramos bien el hotend podemos deformar la plataforma de plástico de la impresora o el soporte del hotend.
LA BASE CALIENTE
Encontrar una placa comercial del tamaño adecuado para la Rostock me ha resultado francamente difícil, por lo que he decidido optar por la fabricación casera que además es muy económica.
Se necesitan:
- Dos circuitos impresos de prototipado rápido de 150×100 mm de pistas paralelas y pretaladrados.
- Un LM35 de rango de Tª hasta 150ºC
- Un cristal de 4mm de 150×200
- Unas pinzas de papelería para sujetar el cristal a la placa
- Cinta Kapton, cable, estaño y soldador
- Masilla refractaria.
El proceso de fabricación es el siguiente:
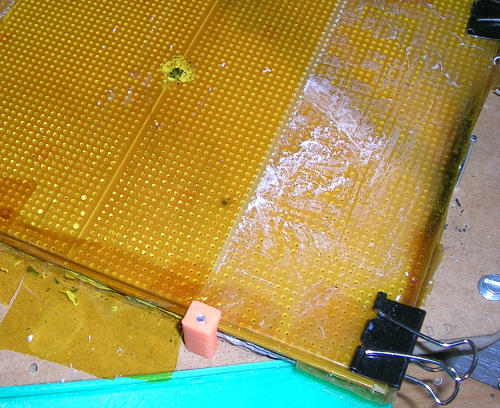
- Se ponen las placas una al lado de la otra para formar una placa de 200×150 que entra bastante bien en la base de la impresora y se sujetan con cinta Kapton por el lado de los componentes.
- Se sueldan las pistas para obtener una resistencia total de 1 Ohmio. En mi caso sale soldando las pistas en paralelo de 3 en 3 y luego en serie todas ellas.
- Con un taladro se elimina material justo en el centro para colar el LM35 al ras de la placa y se rellena lo que sobra con silicona térmica o masilla refractaria. La cara plana del LM35 debe quedar libre y al ras de la cara de componentes. También hacemos cuatro taladros para sujetar con tornillos la placa a la base de la impresora.
- Soldamos dos cables de 2.5mm como mínimo para las pistas y tres hilos de colores para las tres patas del LM35.
- Tapamos la cara de pistas con Kapton y aislamos echando una capa de masilla térmica (antes prueba con un polímetro que todo esté bien soldado).
- Dejamos secar 24h y podemos montar en la impresora.
- Los dos hilos de las pistas se conectan a la regleta de la cama caliente en la placa Sanguinololu.
- La pata central del LM35 se conecta en cualquier pin de entrada analógica libre, la pata derecha (desde abajo) es la masa y la izquierda se puede conectar a 5V o 12V (Comprueba el datasheet de tu LM35, el mío aguanta hasta 35V y 150ºC, pero hay diferentes versiones, si tienes dudas conéctalo a 5V). Después hay que modificar el pin en el firmware en el fichero pin.h de acuerdo al pin utilizado y elegir el tipo #define TEMP_SENSOR_BED -1 (el AD595 que corresponde al -1 da 10mV por ºC igual que el LM35). También se puede eliminar la resistencia y el condensador que se emplean para poner una termistancia en la entrada del sensor de la cama y poner aquí el nuestro.
 Sujetamos la base terminada a la base con cuidado de respetar la horizontalidad al apretar los tornillos. Se pueden usar unas tuercas o un espaciador metálico para que quede separado de la madera, ya que luego vamos a sujetar el cristal con unas pinzas. Si colocas unos muelles puedes nivelar apretando o aflojando los tornillos, pero hay que asegurarse de que al final debe quedar todo bien firme.
Sujetamos la base terminada a la base con cuidado de respetar la horizontalidad al apretar los tornillos. Se pueden usar unas tuercas o un espaciador metálico para que quede separado de la madera, ya que luego vamos a sujetar el cristal con unas pinzas. Si colocas unos muelles puedes nivelar apretando o aflojando los tornillos, pero hay que asegurarse de que al final debe quedar todo bien firme.
Para mejorar la adherencia pondremos sobre el cristal cinta Kapton en tiras paralelas que no se solapen, evitando en la medida de lo posible las burbujas, y lo sujetamos con las pinzas de papelería a la base.
También mejora la adherencia si limpiamos bien la base con acetona o alcohol antes de imprimir. Otras opciones son aplicar una capa de ABS mezclado con acetona bastante diluido, laca de pelo o pegamento de barra.
Con esto tenemos la impresora terminada, podemos empezar a hacer pruebas del extrusor, la cama y algún intento de impresión, pero antes de conseguir buenos resultados, debemos calibración correctamente la impresora y el software de laminado.
Eso lo veremos en el próximo capítulo.
1 ping